|
BRHS /
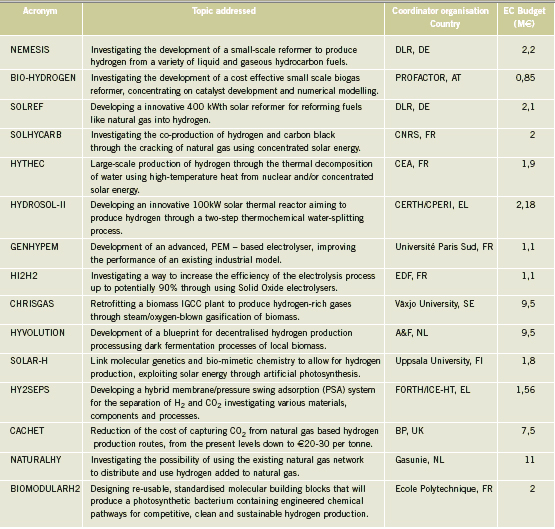
OFD-Chapter2-H2-Production-TechniquesHydrogen Production TechniquesIntroductionIntroductionAlmost all hydrogen on earth is found in compounds, mainly in combination with oxygen as water or in combination with carbon as organic substances. Hydrogen is currently primarily produced from fossil resources, in the first place through reforming of natural gas (48% of the world’s production), but also with processes such as partial oxidation of oil (30%) or the gasification of coal (18%). Biomass gasification, which is still in the demonstration phase, is used on a minor scale to produce a hydrogen and/or methane rich fuel gas. The utilization of the secondary energy carrier “electricity” allows hydrogen production by water splitting via electrolysis, which accounts for approximately 4% of the world’s production. This method, however, strongly depends on the availability of cheap electricity. Largest near-term market for hydrogen will be the petrochemical industries requiring massive amounts of H2 for the conversion of heavy oils, tar sands, and other low-grade hydrocarbons. Hydrocarbon Splitting ProcessesSteam Reforming of Natural Gas Steam reforming of natural gas is a technically and commercially well established technology on industrial scale and currently the most economical route. Reforming technology is mainly used in the petrochemical and fertilizer industries for the production of so-called “on-purpose” hydrogen. Steam methane reforming (SMR) takes place at typically 850°C in the presence of an iron or nickel catalyst. The main processes of heat transfer are radiation and convection. The equilibrium composition of the reformer gas is depends strongly on the fuel characteristics, the steam-to-carbon ratio, outlet temperature and pressure, which are chosen according to the desired products. High reforming temperatures, low pressures and high steam to methane ratio favour a high methane conversion. Optimum pressure range is 2.5-3 MPa resulting in a hydrogen yield of 86-90% (Uhde:2003). A minimum H2O/CH4 ratio of around 2 is necessary to avoid carbon deposition on the catalyst. If excess steam is injected, typically 300% away from the stoichiometric mixture, the equilibrium is shifted towards more CO2 at temperatures of 300-400°C increasing the H2 yield and reducing the undesired production of carbon. The conventional process requires additional stages of desulfurization, CO shift conversion, and purification by pressure swing adsorption (PSA). Overall, the different process steps need considerable amount of energy. The total balance for such a plant is that 1 Nm3 of methane allows the production of 2.5 Nm3 of hydrogen, which corresponds to an overall efficiency of the process of around 65 %. It is rather difficult to get much higher efficiencies in practice. Presently large steam reformer units with up to about 1000 splitting tubes have a production capacity of around 130,000 Nm3/h. Future reformer plants are designed to produce 237,000 Nm3/h or more. Modern steam-methane reformers often use more than one catalyst at different temperatures to optimize the H2 output. Advanced reforming techniques will operate by means of micro-porous ceramic membranes made of Pa-based alloy and a Ni-based catalyst, which can perform steam reforming reaction, shift reaction, and H2 separation simultaneously, i.e., without shift converter and PSA stages. The simultaneous processes allow to lower the reaction temperature down to around 550°C posing less stringent requirements to the materials. Such systems are compact and may provide higher efficiencies. Technical feasibility of the membrane reforming system was demonstrated by the Tokyo Gas Co., Japan, with test runs up to 1500 h achieving a hydrogen production rate of 15 Nm3/h and a 76 % conversion of the natural gas (HoriM:2004). Tests with a production rate of 40 Nm3/h were also conducted. Catalysts and the separation membranes are the key components, which still have potential for further improvement and optimization. Smaller SMR units for local H2 production have a capacity around 150 Nm3/h. They are presently in the development and demonstration phase and are becoming increasingly powerful and efficient. Research in reforming technologies is concentrating on finding the right balance of fuel, air, and water flows for optimal processing. Steam reforming units ranging from micro/milli scale to large scale can be constructed using the so-called “Printed Circuit Heat Exchangers”, PCHE. These are highly compact, robust, all-metal blocks composed of stacked metal plates, which contain alternately channels for the primary and the secondary fluid. The manufacturing technique, which is similar to printing electrical circuits allows complex flow channel geometries etched into the metal surface. Pressures of 50 MPa and temperatures of 900°C are possible (HEATRIC). Onboard reforming in vehicles For mobile applications Hydrogen may also be produced on board, e.g. in vehicles using e.g. methanol. Partial Oxidation and Autothermal Reforming of Hydrocarbons Partial oxidation of heavy oil and other hydrocarbons is a large-scale H2 production method, which is generally applied when generating synthesis gas from heavy oil fractions, coal, or coke. By adding oxygen, a part of the feedstock is burnt in an exothermal reaction. Its combination with endothermal steam reforming may lead to reactions without heat input from the outside (autothermal reforming - ATR) achieving higher efficiencies. Non-catalytic POX takes place at temperatures of 1200-1450°C and pressures of 3-7.5 MPa (Texaco process), the catalytic POX at around 1000°C. The resulting synthesis gas with a H2/CO ratio of ~2 (compared to > 3 for SMR) makes methanol synthesis an ideal follow-on process. Efficiencies of about 50% are somewhat less compared to SMR. Disadvantages are the need of large amounts of oxygen, catalyst deactivation due to carbon deposition, the byproduct CO, which requires the shift reaction, the need for gas purification stages. It may become competitive, where cheap primary energy is available. (reason : Cost of oxygen = capital cost + cost of electricity) ATR technology was developed since the late 1970s with the goal to have the reforming step in a single adiabatic reactor. Preheated feedstock is gradually mixed and burnt in the combustion chamber at the top, where partial oxidation takes place. Steam is added to the feed to allow premixing of CH4 and O2. The steam reforming step is done in the lower part of the reactor. ATR requires 10-15% less energy and 25-30% less capital investment (BharadwajSS:1995). Catalytic autothermal reforming is ideal for fuel cell systems due to its simple design, low operation temperatures, flexible load, and high efficiency. It can be conducted in both monolith reactors and in fluidized bed reactors, but also in fixed bed micro-reactors. Plants usually include also air decomposition, unit size also in the order of 100,000 Nm3/h. Capacities of combined autothermal reformers are typically between 4000-35,000 Nm3/h, a range where “normal” steam reforming exhibits high specific investment. Small-sized units of POX reforming for mobile applications are presently under development. Present methanol reformers are of fixed-bed type. Drawbacks are hot and cold spots and slow response due to slow heat transfer. Improvement has been achieved by using washcoated heat exchangers. A reasonable choice for portable FC applications is the employment of microreactors for methanol reforming. Micro-reactor means channel sizes with a cross section of 1000 micron x 230 micron plus a 33 nm thick Cu layer as the catalyst. Coal Gasification Gasification of coal is the oldest hydrogen production technology. Because of its abundant resources on earth, the conversion of coal to liquid or gaseous fuels has been worldwide commercially applied. At present, 20,000 MW of synthesis gas (H2 + CO) are being produced by coal, mainly for chemicals and power generation (Proc22ndWorldGasConference:2003). Various types of steam-coal gasification processes on a large scale exist such as Lurgi, Winkler, Koppers-Totzek, Texaco, which differ by the type of reactor, temperature and pressure range, grain size of the coal, and its residence time. Partial oxidation of pulverized coal by oxygen and steam in a fluidized bed takes place at about atmospheric pressure, where 30-40% of the coal are transformed to CO2 to supply splitting energy of water. The reaction rate strongly increases with temperature; typically temperatures up to 2000°C and pressures up to 3 MPa are selected. Main disadvantages of coal gasification are the handling of solid material streams and the large amounts of CO2, SO2, and ash requiring a complex cleaning system. In the hydro-gasification process, a high degree of gasification can be obtained already with relatively short residence times of 9-80 min. Of advantage compared with steam-coal gasification is the 200 K lower pre-heating temperature which reduces potential corrosive attack. A major drawback, however, is the large amount of residual coke of up to 40%. Its importance for H2 production is decreasing. The Integrated Gasification Combined Cycle (IGCC) is presently considered the cleanest and most efficient coal-fueled technique. With its gas turbine step prior to the oxygen/steam process and its intermediate stage of synthesis gas, it allows the removal of most carbon components before combustion. The separated CO2 stream is of high purity and therefore suited for disposal. Thermal efficiency is expected to improve over conventional coal-fired steam turbine. Partial oxidation of coal is economic for coal countries. Under “normal” conditions, IGCC is not competitive with SMR. As of 2003, commercial IGCC plants in the power range of 250-350 MW are being operated in the USA, Netherlands, Spain, and Japan. Another advanced method is the HYDROCARB coal cracking process. The coal is decomposed in a thermal cracker to carbon black as a clean fuel and hydrogen as a byproduct fuel. The commodity carbon black outweighs the poor efficiency of for this method. Plasma-Arc Process In the plasma-arc process, methane (or other gaseous and liquid hydrocarbons) splitting takes place at temperatures around 2500°C yielding solid carbon separated from the gas stream. The efficiency was reported to be good and is expected to further improve. Hydrogen purity is 98% prior to the cleaning step, if natural gas feed is used. SINTEF in Norway is using a 150 kW laboratory plasma torch with coaxial graphite electrodes, but without CO2 or NOX emissions. In cooperation with Kvaerner, a 3 MW industrial-scale plant was constructed in Canada working since 1992. In 1999, the Kvaerner group has finally started the commercial operation of its first carbon black plant in Canada, which runs on oil or natural gas and is designed for an initial annual capacity of 20,000 t of carbon black plus 50 million Nm3 of H2. The byproduct hydrogen is recirculated to the plasma burner and used as process gas. The energy demand for the plant is said to be 1.25 kWh/m3 H2 (PalmT:1999). But also solar furnaces are under development using sunlight to provide the dissociation temperatures. Research efforts are concentrating on optimized concepts for gas injection, heat transfer, protection against undesired carbon deposition. The search for optimal catalysts to reduce the maximum temperature has led to Ni or Fe based catalysts to decompose CH4 in the range of 500-700°C (Ni) or somewhat higher (Fe). Activated carbon is seen as an interesting alternative for the 900-1000°C range (MuradovNZ:2005). Biomass Gasification The gasification of biomass H2 production by converting organic wastes is attractive for decentralized applications. The complete process includes drying of the feedstock, pyrolysis, where the organic substance is decomposed, autothermal or allothermal (outside heat source) gasification, and finally combustion of the fuel gas. The autothermal gasification in a fluidized bed results in a synthesis gas with typically 30% of H2, 30% of CO, 30% of CO2, and 5-10% of CH4 plus some higher hydrocarbons. Facilities for wood treatment are on the verge of getting commercial. Demonstration pilot plants in the power range of 1 MW are being operated in various countries. Some apply an autothermal process and use air instead of oxygen. The product gas, at a certain quality, may be routed to a fuel cell power plant. Still biomass conversion appears to be less convenient for H2 production and is rather employed for heat and electricity or for biofuel production. Microbial Hydrogen Production Research is underway to produce Hydrogen from microbial processes in organic waste. References: Palm T., Buch C. and Sauar E. (1999) Green heat and power. Technical report 3:1999, The Bellona Foundation.(BibTeX) (2003) Proceedings of the 22nd World Gas Conference, 1--5 June, 2003, Tokyo., Office of the Secretary General, StatoilHydro, Oslo, Norway, International Gas Union.(BibTeX) Hori M. et al. (2004) Synergistic hydrogen production by nuclear-heated steam reforming of fossil fuels. 1st COE-INES Int. Symp. on Innovative Nuclear Energy Systems for Sustainable Development of the World, Oct. 31-Nov. 4, 2004, Paper 43.(BibTeX) The oldest and world wide well established technology of water electrolysis is the alkaline electrolysis. Approx. 20 billion Nm3 of H2 are being generated actually as a byproduct of the chlorine production. Electrical energy requirement is in the order of 4 to 4.5 kWh/Nm3 H2. Capacities of electrolyzer units are ranging between 20-5000 Nm3/h. The largest integrated installation is currently in Assuan, Egypt, with a production capacity of 33,000 Nm3/h. First alkaline electrolyzers for hydrogen production were developed by Norsk Hydro in Norway, where cheap electricity from hydro power could form the basis for this process. Electrolysis has become a mature technology at both large (125 MW) and small scale (1 kW). Today’s units are available in sizes up to about 2 MW(e) corresponding to ~ 470 Nm3/h of H2 production with multiple units being combined to larger capacities. They typically have an availability of > 98 % and an energy consumption of 4.1 kW/Nm3 operating at about atmospheric pressure (NorskHydro:2002). Additional components like purification of water and products, rectifier and reprocessing of alkaline solution are necessary. Pressurized systems operating at 3 MPa help to save compression energy. Plant operation is simple, highly flexible and appropriate for off-peak electricity use. The more advanced method is solid polymer electrolyte membrane (PEM) water electrolysis which can be operated at higher pressures and at higher current densities due to volume reduction compared to cells with a liquid electrolyte. Typical operation temperatures are 200-400°C. This membrane electrolysis is simpler in its design and promises a longer lifetime and a higher efficiency. The requirement of electricity will be reduced to values below 4 kWh/Nm3 of H2. High-pressure systems are established in the smaller power range with pressures of 3 MPa achieved, small-scale units (8-260 Nm3/h) exhibit somewhat lower efficiencies . Main disadvantage is the still high cost of membrane manufacture. High-Temperature Electrolysis Another principal variant of electrolysis considered promising for the future is the high temperature electrolysis (HTE). An operation at temperatures between 800 and 1000°C offers the advantage of a smaller specific electricity requirement compared to conventional electrolysis. This process is also known as reverted electrolysis. High temperature electrolysis work has been undertaken in Germany (DoenitzW:1982), Japan and in the US (OBrienJE:2005). Thermochemical (Hybrid) Cycles Thermochemical cycles can be used to split water through a series of thermally driven chemical reactions where the net result is the production of hydrogen and oxygen at much lower temperatures than direct thermal decomposition. All supporting chemical substances are regenerated and recycled, and remain – ideally – completely in the system. The only input is water and high temperature heat. Numerous instances of such cycles have been proposed in the past and checked against features such as reaction kinetics, thermodynamics, separation of substances, material stability, processing scheme, and cost analysis. Thermochemical cycles are being investigated mainly with respect to primary heat input from solar or nuclear power. Some of the most promising cycles include those based on the sulfur family, which all have in common the thermal decomposition of sulfuric acid at high temperatures. One cycle considered with a high priority is the sulfur-iodine (S-I) process which was originally developed by the US company General Atomics and later modified and successfully demonstrated by JAEA in Japan, see also ch. 1.3.5, in a closed cycle in continuous operation over one week. The facility consisted of more than 10 process units primarily made of glass and quartz with a hydrogen production rate achieved of 30 Nl/h. The next step which started in 2005 is the design and construction of a pilot plant with a production rate of 30 Nm3/h of H2. The theoretical limit of efficiency for the total process is assessed to be 51% assuming ideal reversible chemical reactions. A best estimate was found to be around 33-36% (GoldsteinS:2005), but it is hoped that 40-50% be achievable. The decomposition of H2 SO4 and HI were found to cause severe corrosion problems. References: D{\"o}nitz W. and Schmidberger R. (1982) Concepts and design for scaling up high temperature water vapour electrolysis. International Journal of Hydrogen Energy, 4:321-330.(BibTeX) Liquid Hydrogen Production in the WorldA major program of hydrogen liquefaction was started in the USA within their Apollo space project leading to the design and construction of large-scale liquefaction plants. The today’s purpose of liquefaction has become to a great deal the cost reduction of H2 distribution. The liquefaction of hydrogen is a highly energy intensive process. The minimum work required for the liquefaction of hydrogen (at ortho-para equilibrium) is 3.92 kWh of electricity /kg of H2 or 0.12 kWh /kWh of H2. Typical values for the whole process, however, are in the range of 12.5-15 kWh/kg, meaning that the liquefaction consumes about 30% of the total energy content of the hydrogen. The energy requirement is strongly related to the liquefaction plant size. The above figures refer to capacities of 2-3 t/d and larger. The energy requirement goes up to ~30 kWh/kg for an LH2 production of 0.2 t/d and even to 56 kWh/kg for a plant size of as small as 20 kg/d. The world’s hydrogen liquefaction capacity amounts to an estimated total of approximately 300 t/d. Most plants (10) are located in the United States with capacities of 5.4 t/d upwards and a total of 252 t/d (as of 1997). In Europe, three plants in France, the Netherlands, and Germany are operated with a total capacity of 19 t/d. Largest plant size is currently 68 t/d (New Orleans, USA), but sizes of 750 t/d are expected to be feasible. The present limitation at approx. 60 t/d is given by the compression step and could represent a convenient modular size. Large Scale vs. Small Scale and Centralized vs. Decentralized ProductionAt present, most hydrogen is produced on-site in commercial, large-scale SMR units dedicated to the needs of the chemical and petrochemical industries. On-site production means flexible, on-purpose production with low or no transportation cost. In contrast, centralized hydrogen production refers to large-scale systems connected to a hydrogen delivery/distribution network transporting the H2 to the point of use in gaseous or liquid state via pipeline or truck. Centralization allows for a secure and stable supply. Centralized large facilities are usually the result of efforts to decrease specific production cost by increasing the unit size (economy of scale). Also the use of nuclear primary energy as well as large hydro-electric power only makes sense for centralized H2 production on a large scale. . Renewable energy sources with their low-density energy and typically intermittent operation mode will be typically constitue a dispersed system of H2 generation plants. They can also be used to generate electricity and provide it to the grid at any place. The same applies to H2 from biomass plants which will be limited in size simply because of the difficulty to transportbiomass. Natural gas could be used for both centralized and decentralized H2 production. Advantages of decentralized distributive generation of H2 is the ability to take benefit of the existing and widely available grids for electricity and natural gas. For future applications of hydrogen as part of the energy economy, the installation of a network of small-scale H2 production units appears to be a good short-term approach for the introduction phase. Market prospects for stationary and mobile fuel cell applications have already led to the development of small-scale H2 units on the prototype level to either be part of the required infrastructure for fuel cell vehicles or for feeding local grids for residential stationary fuel cell systems. Small SMR or electrolyzer units, which are competitors at this scale, are attractive for early low-demand stages. They require less absolute capital investment and no transport and delivery infrastructure. On the other hand, there are drawbacks in terms of limited efficiency and high H2 cost, because they are lacking the advantages of the economy-of-scale factor and of the improved storage efficiency of large plants. Furthermore operation and control of many small H2 units require a cost effective process control and high safety standards (HFP:StrategicResearchAgenda:2005). If connected to a pipeline grid, a problem may also be seen in the mixing of H2 streams from different sources unless minimum quality requirements are set for each source. In areas with lack of natural gas, reforming of methanol as easily transportable and storable fuel may represent an economic way of localized H2 production. In other small-scale applications, reforming of methanol may be more cost-effective, so may be electrolysis on a very small scale. The market for small H2 capacities in the range 50-500 Nm3/h is existing, but limited. On-board reforming of methanol has been considered an alternative option to H2 storage in an FCV which could take advantage of the already existing conventional transportation fuel distribution network. With respect to the planned network of H2 refueling stations, a comparative cost analysis study has shown for consumptions lower than 600 Nm3/h, the delivery of LH2 by tank truck represents the most economic option (RankeH:2004). References: {European Hydrogen and Fuel Cell Technology Platform. Implementation Panel} (2005) Strategic Research Agenda..(BibTeX) Nuclear Hydrogen ProductionIn principal all methods of hydrogen production, apart from the photolytical ones, can be coupled with a nuclear reactor to provide electricity and process heat, respectively. While conventional light-water reactor can be readily employed to deliver electricity for the electrolysis process (however, at a very low total efficiency), high-temperature gas-cooled reactors (HTGR) with their helium coolant outlet temperature of up to 950°C would allow the direct utilization of the hot gas which transfers its heat to the chemical process. Nuclear reactor and hydrogen plant will be separated from each other by employing an intermediate heat exchanger (IHX) between the primary helium circuit of the reactor and H2 production system. The intermediate circuit serves the safety related purpose of preventing primary coolant to flow through the (conventionally designed) hydrogen production plant and, on the other hand, product gas to access the nuclear reactor building. The steam-methane reforming process as the most widely applied H2 production method was subjected to a long-term R&D program in Germany with the goal to utilize HTGR process heat required as energy input for the methane splitting. The necessary heat exchanger components (IHX, reformer, steam generator), with respect to their dimensions of the 125 MW(th) power class, were successfully tested in terms of reliability and availability in a 10 MW test loop over 18,400 h. The steam reforming of methane was investigated in the EVA test facilities under nuclear conditions with dimensions typical for industrial plants. Also EVA’s counterpart, ADAM, a facility for the re-methanation of the synthesis gas generated in EVA, was constructed and operated, demonstrating successfully the closed-cycle energy transportation system based on H2 as the energy vector. A corresponding experimental program on nuclear steam reforming was conducted and recently completed by JAERI, Japan. Nuclear coal gasification processes were investigated in the German long-term project PNP (prototype nuclear process heat), which has eventually resulted in the construction and operation of pilot plants for the gasification of brown coal (lignite) and stone coal, respectively, under nuclear conditions. Catalytic and non-catalytic steam-coal gasification of hard coal was verified in a 1.2 MW facility operated for about 23,000 h with a maximum throughput of 230 kg/h. The hydro-gasification process was realized in a 1.5 MW plant operated for about 27,000 h with a throughput of 320 kg/h of lignite. For future large-scale H2 production, nuclear reactors of the next (forth) generation are expected to represent a safe, reliable, and economic primary energy source. The Generation IV International Forum“ (GIF) is a joint initiative by several countries including the EURATOM to develop such a nuclear H2 production system by 2030. One of the most promising “Gen-IV” concepts is the VHTR (Very High Temperature Reactor) with its characteristic features of direct cycle gas turbine plant for high efficiency and a coolant outlet temperatures of 1000°C. Top candidate production method is the sulfur-iodine thermochemical cycle, considered presently as reference method by various countries. Most advanced in this respect is the Japanese JAEA which is planning to connect the S-I process to their HTTR (High-Temperature Engineering Test Reactor) and demonstrate for the first time nuclear hydrogen production foreseen for 2010. The United States are currently designing a “Next Generation Nuclear Plant” (NGNP). This government-sponsored demo program is based on a 400-600 MW(th) full-scale prototype gas-cooled reactor to provide electricity and process heat at 900-1000°C. 100 MW are planned to be consumed for hydrogen production using the I-S process as reference method, alternatively high-temperature electrolysis. But also in China and Korea, ambitious programs have been started with the goal to bring nuclear hydrogen production to the energy market. The European Union does not have a dedicated nuclear hydrogen program. The respective engagement by research, industry, and policy is mainly given by the participation in activities within the Framework Programmes (FP) of the EU. EU projects within Hydrogen production and distribution 2002 – 2006EU have initiated several projects within Hydrogen production and distribution. A list of these projects, and the topic adressed within each projects is shown below. The list can be found in the EC report `European Fuel Cell and Hydrogen Projects 2002 – 2006 (EuropeanCommission:EUR22398EN:2006). Future PathwaysIf hydrogen is to play a major role in a future energy economy, the whole spectrum of primary energies (fossil, nuclear, renewable) for its production must be considered. The question of which energy source to be utilized, will be finally decided by the respective country with respect to its domestic resources, and methods on how to guarantee energy security. In the near and medium term, fossil fuels are expected to remain the principal source for hydrogen. Natural gas as the “cleanest” fuel among the hydrocarbons has various advantages as a starting point for the initial hydrogen market (transition phase) as a source of hydrogen in terms of environmental impact (highest H/C ratio), availability, and economy. Also transportation and distribution is very convenient. Coal countries like China, the USA, or Australia with abundant deposits may use in future their coal representing a reliable long-term and low cost resource for H2 production. The use of hydrocarbons in hydrogen production systems will require a carbon sequestration functionality in order to realize the benefits of hydrogen production in general. Such a technique, however, can be applied only to large-scale plants and is not feasible for decentralized systems. The sequestration of CO2 is an energy intensive (estimated 5 MJ/kg of CO2) and costly process with limited sites and still ecological uncertainties.. With respect to nuclear primary energy, new reactor concepts of the next generation (Gen IV) may offer the chance to deliver besides the classical electricity also non-electrical products such as hydrogen or other fuels. Nuclear steam reforming represents an important near-term option for both the captive and merchant H2 market, since principal technologies were developed. On the longer term, nuclear may provide the process heat for water splitting processes. Technical and economical feasibility, however, remains to be demonstrated; since production processes have not yet been tested beyond pilot plant scale. In a future energy economy, hydrogen as a storable medium could adjust a variable demand for electricity via fuel cell power plants (“hydricity”) and also serve as spinning reserve. Prerequisites for such systems, however, would be competitive nuclear hydrogen production, a large-scale (underground) storage at low cost as well as economic fuel cell plants (ForsbergCW:2005). Solar, wind, geothermal are typically providing low-intensity energy and are presently not yet the serious competitor for mainstream base-load power supply with few exceptions. However, renewable energies are increasingly used in all countries. A new industry is being created with numerous opportunities. Low-density energy technologies incl. biomass are more valuable for electricity production rather than suppliers of merchant H2. Renewables will contribute to local power needs. References: Forsberg C.W. (2005) What is the initial market for hydrogen from nuclear energy. Nuclear News.(BibTeX) << | Content | >> |